Разметка древесины. Контрольно-измерительные инструменты
Перед началом обработки материалов (бревен, брусьев, досок, брусков, фанеры, древесных плит и др.), а также полученных из них заготовок оценивают их качество, измеряют и размечают. Разметка состоит в нанесении на поверхность материала или заготовки линий (рисок), которые определяют габариты (контуры формы и размеры) будущих заготовок или деталей и элементов их соединений согласно чертежу. При этом учитывают величину установленных припусков (запасов размеров) на механическую обработку по длине, ширине и толщине заготовки, а также недопускаемые пороки и дефекты древесины.
Деталь — это отдельная структурная единица столярно-плотничного изделия или конструкции, изготовляемая из однородного материала без применения сборных операций. В результате сборки (соединения и крепления) деталей получают сборочные единицы (коробки, створки, фрамуги окон) и готовые изделия (дверные и оконные блоки).
Припуском на обработку называют разность между размерами заготовки и получаемой из нее детали. В размер припуска на обработку входит ширина пропила, который производят пилой при раскрое материала на заготовки. При выполнении разметки необходимо учитывать влажность применяемой древесины. Если влажность древесины более 20%, следует добавлять припуск и на ее усушку по ширине, длине и толщине заготовки. Величина усушки древесины по длине (вдоль волокон) незначительна.
При изготовлении деталей малых размеров целесообразно применять заготовки, кратные по длине, ширине и толщине. В этом случае из одной заготовки путем ее раскроя получают затем несколько однократных заготовок. Для кратных заготовок необходимо учитывать припуски на пропилы для их деления на однократные заготовки. При разметке выпускаемых в сухом товарном виде (влажность 8±2%) древесных плит, фанеры и шпона выбирают стандартную их толщину и учитывают припуски только на обработку по длине и ширине заготовок, а также ширину необходимых пропилов для получения однократных заготовок. Припуски на обработку и усушку древесины и обработку древесных плит регламентированы стандартами.
Контрольно - измерительный инструмент |
||
 |
 |
 |
 |
 |
 |
Контрольно-измерительные и разметочные инструменты
Для выполнения разметки и контроля точности обработки заготовок и деталей применяют различные инструменты, приборы и приспособления. Под точностью обработки понимают соответствие формы и размеров изготовления детали требованиям чертежа и технических условий.
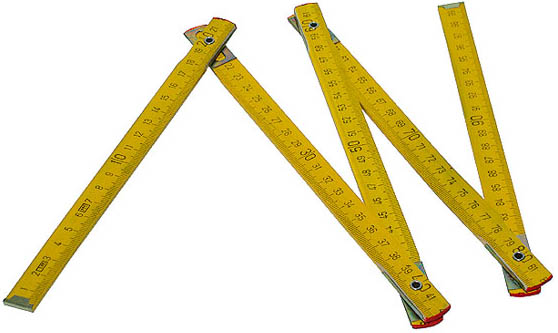
Правильная разметка обеспечивает необходимую точность обработки заготовок и деталей и экономное использование материалов. Линейные размеры измеряют рулеткой, метр-рулеткой, складным метром и разными линейками с миллиметровыми, сантиметровыми, дециметровыми и метровыми делениями.
Угольник служит для проверки и откладывания прямого угла (90°) при разметке и обработке материалов и заготовок. Ерунок предназначен для разметки и контроля углов 45° и 135°. Он состоит из основания, к которому жестко прикреплена деревянная или металлическая линейна под углом 45°.
Малка служит для измерений по образцу и перенесения их на заготовки при разметке. Она имеет шарнирно-соединенное между собой основание и линейку. Малка бывает деревянной и металлической.
Циркулем переносят заданные размеры и описывают окружности при их разметке. Нутромером измеряют внутренний диаметр круглого отверстия. Наружный диаметр круглой детали определяют с помощью кронциркуля и штангенциркуля, которые служат для измерения малых линейных размеров деталей и элементов их соединений. Используют штангенциркуль с двусторонним расположением губок для наружных и внутренних измерений (ширины и толщины деталей, толщины щитов и гребней, ширины проушин) и линейкой для определения глубины гнезд, пазов и отверстий. Штангенциркуль — раздвижной металлический инструмент, который имеет штангу с основной шкалой, рамку с зажимным винтом и дополнительной шкалой (кониусом) и линейку глубины. Рамка может передвигаться вдоль штанги в зависимости от величины определяемого размера. При измерении сначала отсчитывают целые миллиметры, которые прошли по штанге крайняя левая черта кониуса, а затем — десятые доли миллиметра по полному совпадению деления кониуса с любым делением штанги. Штангенциркуль может быть с точностью измерения от 0,1 до 0,05 мм.
Уровень служит для проверки горизонтальности и вертикальности поверхностей столярно-плотничных изделий и конструкций (оконных и дверных блоков, балок и лаг, полов, стоек). Он имеет деревянный или металлический брусок, в котором помещена дугообразная стеклянная трубка со спиртом и воздушным пузырьком. При совпадении кромки бруска уровня с горизонтальным или вертикальным положением проверяемых элементов воздушный пузырек расположится между двумя отметками на трубке. Скобой размечают шипы и проушины. Она имеет деревянный брусок с поперечной четвертью на одном конце.
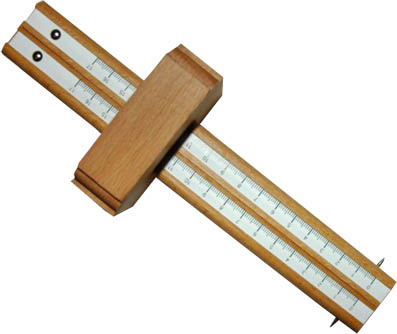
Рейсмус служит для нанесения разметочных рисок, параллельных одной из поверхностей размечаемой заготовки и друг другу.
Отвес — применяют для проверки вертикальности установки столярно-плотничных изделий и конструкций. Он состоит из шнура с привязанным к нему цилиндрическим металлическим остроконечным внизу грузом.
Микрометр с ценой деления шкалы 0,01 мм снабжен скобой с измерительной пяткой, с микрометрическим винтом и барабаном. Торцевая поверхность винта, обращенная к пятке, является измерительной. Трещетка предназначена для достижения постоянного измерительного усилия. Сотые доли миллиметра отсчитывают по круговой шкале барабана. Указателем является продольный, проведенный на стебле.
Угломер используют для измерения величины углов наклона двух смежных поверхностей. Угломеры бывают с кониусом и оптические. Угломер с кониусом позволяет определить углы наружные от 0 до 180° и внутренние от 40 до 180° с погрешностью не более ±5°. Для измерения угловых параметров режущей части инструментов применяют оптические угломеры. Они снабжены лупой, это обеспечивает отсчет величин углов с погрешностью не более 10" (угловых секунд).
Приемы разметки
Разметку выполняют на верстаке, рабочем столе или непосредственно на строительной площадке. Разметочные линии проводят карандашом или отбивкой намеленным шнуром, а риски — шилом, чертилкой, специальным косым ножом или широкой стамеской. Твердые карандаши используют для разметки древесины твердолиственных пород. При разметке нестроганых пиломатериалов лучше применять столярный или плотничный карандаш, у которого толстый сердечник, а его поперечное сечение имеет эллиптическую форму. Не следует применять химические карандаши, которые оставляют на древесине трудно стираемые следы. При проведении разметочной линии фаску карандаша необходимо прижимать к кромке направляющего инструмента (линейки, угольника, шаблона).
Для разметки окружности ножки циркуля с помощью линейки или штангенциркуля раздвигают на размер радиуса окружности. Находят и размечают центр окружности путем проведения двух взаимно перпендикулярных линий. Поставив одну ножку циркуля в центр окружности, вращением другой ножки проводят риску заданной окружности.
При выполнении плотничных работ разметочные линии наносят отбивкой по поверхности материала натянутым шнуром, натертым мелом или древесным углем. Для проведения нескольких коротких и параллельных друг друга рисок можно использовать скобу.
Разметка требует значительных трудозатрат и более высокой квалификации рабочего, поэтому нужно изготовлять шаблоны и применять разметочные приспособления.
Для разметки используют накладные шаблоны разного назначения. Они могут иметь различные формы, размеры и конструкции (плоские и коробчатые). Шаблоны изготовляют из досок, фанеры, твердых древесноволокнистых плит или из листового металла. Шаблоны должны иметь контуры (или вырезы) по форме размечаемых элементов, соединений деревянных деталей. Шаблон накладывают на размечаемую заготовку, а затем карандашом или чертилкой обводят необходимые контуры.
Разметку следует выполнять правильно и аккуратно. Она должна обеспечивать получение качественных заготовок и деталей требуемых форм и размеров при наименьшей трудоемкости их изготовления. При разметке необходимо предусматривать рациональный расход материалов при минимальном количестве образующихся древесных отходов (обрезков, опилок, стружек), стремиться к получению наибольшего полезного выхода заготовок и деталей из использованного материала.
