Технология изготовления изгиба древесины с пропариванием
Трудно изготавливать криволинейные мебельные конструкции рам, а изгибы большой крутизны, вырезанные из прямолинейных секций древесины, потребуют сложных технологических приемов, чтобы избежать слабости короткого волокна и больших, экономически невыгодных отходов. Однако с помощью приемов сухого или влажного сгибания можно вполне экономично получать сложные криволинейные формы, а поскольку при этом волокна будут идти вдоль изгиба, а не поперек него, законченное изделие будет более прочным. Сухое гнутье предусматривает предварительное разделение древесины на тонкие секции, но более толстые детали можно изгибать с помощью вымачивания или обработки паром.
Гнутые стулья для кафе и кресла-качалки Майкла Тонети классический пример гнутой мебели, изготовленной с помощью пропаривания, а в тридцатых годах XX века мебель из клееных слоистых материалов стала элементом высокой моды, после изобретения промышленных способов производства различных сортов фанеры. Как гнуть с помощью пара, так и использование послойного изгиба может быть осуществлено в домашней мастерской, и оба способа продолжают применяться в промышленности для производства мебели под старину, а также искусными мастерами-дизайнерами.
Пропаренная древесина может гнуться со сравнительно большой крутизной изгиба. Пар размягчает древесные волокна в достаточной мере для того, чтобы согнуть их и прижить к шаблону требуемой формы. Может потребоваться значительное усилие для сгибания, но это вполне достижимо и в домашней мастерской при использовании базового оборудования. Потребуется изготовить шаблон, прижимной хомут и паровую камеру. Сгибание древесины нельзя отнести к точным процедурам. Существует множество вариантов, и зачастую метод проб и ошибок является единственно возможным способам получения требуемого результата.
Изгибание древесины
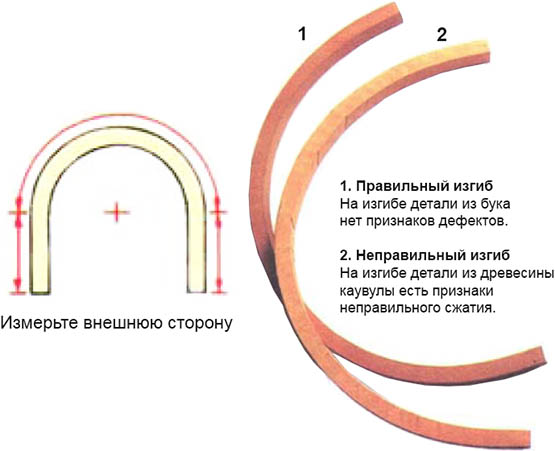
Тонкие деревянные заготовки не требуют предварительной подготовки. Минимальный радиус, на который можно ее согнуть, будет зависеть от толщины и естественных свойств породы дерева. Тонкая древесина при отсутствии ограничителей деформации (и виде, например, шаблона) при свободном сгибании примет форму кольца, если свести вместе концы заготовки. Для получения большей крутизны изгиба древесину требуется пропарить и «выдержать» зафиксированной на шаблоне, чтобы она, приняв нужную форму, стабилизировалась в этом положении благодаря внутренней остаточной деформации. Когда сгибается толстая древесина, необходимо ограничить растяжение внешних слоев, чтобы предотвратить их отщепление или разрушение. Описанный здесь метод предназначен для гнутья сравнительно толстых деревянных заготовок.
Подготовка древесины
Для сгибания выбирайте прямослойную древесину без сучков и трещин. Любой дефект или недостаток потенциально является слабым местом, поэтому возможны определенные неудачи. Существуют десятки сортов древесины, которые успешно гнутся с помощью пара, и многие из них это твердые породы. В таблице ниже можно найти короткий перечень пригодных видов материала для гнутья. Можно гнуть и хорошо просушенную древесину, но свежесрезанная древесина поддается такой обработке легче. Древесина атмосферной выдержки гнется лучше, чем древесина камерной или печной сушки. Если древесина слишком сухая и плохо поддается обработке, можно вымочить ее в течение нескольких часов перед пропариванием.
В зависимости от вида заготовки можно заранее обрезать ее по размеру или сделать это пилой, стругом или скобелем после изгибания. Последний метод часто используется при производстве гнутой мебели тина виндзорских стульев и кресел. Древесина с ровной и гладкой отделкой поверхности менее подвержена расслаиванию и сделает окончательную отделку всего изделия легче. Сырая древесина дает усадку больше, чем выдержанная, а при обработке на токарном станке до изгиба имеет тенденцию принимать при высыхании овальную форму в сечении. Вне зависимости от формы и размеров делайте длину заготовки больше длины готового изделия приблизительно на 100 мм. Тогда в случае расслаивания или раскалывания концов после изгибания можно будет обрезать поврежденные участки.
Для расчета длины сделайте чертеж формы изгиба в масштабе 1:1. Измерьте внешнюю сторону изогнутой детали, чтобы получить правильное значение ее длины. Эго позволит излишне не растягивать внешние волокна, что могло бы привести к растрескиванию под воздействием внутренних напряжений. Размягченные внутренние волокна смогут сжаться в достаточной степени, чтобы принять форму меньшего внутреннего изгиба.
Изготовление прижимного хомута
Ключевым моментом в изготовлении крутого изгиба является использование гибкого прижимного хомута. Сделайте хомут из мягкой стали толщиной 2 мм и шириной по меньшей мере не уже изгибаемой заготовки. Это подойдет практически для любых работ, которыми вам, возможно, придется заняться. Чтобы избежать возможного загрязнения поверхности детали в результате реакций взаимодействия химических элементов древесины, металла и окружающей среды, хомут сделайте из нержавеющей стали или стали с гальванопокрытием либо используйте полиэтиленовую прокладку.
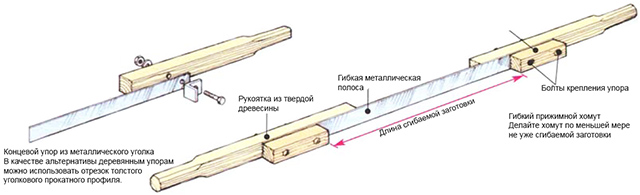
Установите на хомуте концевые ограничители или упоры, чтобы фиксировать торцы заготовки, не давая тем самым растягиваться и расслаиваться волокнам на внешней стороне изогнутой детали. Эти ограничители должны быть достаточно прочными, чтобы выдерживать значительное давление на них, и иметь достаточные размеры, чтобы торец заготовки мог упираться в ограничитель всей своей поверхностью. Можно изготовить их из толстого металлического уголка или из твердой древесины, что обычно проще сделать.
Чтобы оснастить хомут надежными концевыми упорами, установите на концах металлической ленты деревянные бруски длиной примерно 225 мм. По осевым линиям каждого блока просверлите два отверстия диаметром 9 мм на расстоянии около 150 мм друг от друга. Разметьте и просверлите полосу хомута под болты крепежа концевых упоров. Расстояние между упорами должно быть равным длине заготовки, включая припуск. Чтобы хомут обладал удобным для работы действием рычага, прикрепите к концам полосы достаточно мощные деревянные бруски на тыльной ее стороне с помощью длинных болтов крепления упоров.
Изготовление шаблона
Пропаренная древесина гнется по шаблону, который определяет форму изгиба и дает опору для волокон внутренней части изогнутой заготовки. Шаблон должен обладать большой прочностью, и иметь ширину, равную по крайней мере ширине сгибаемой детали. Он должен обеспечивать определенные возможности фиксации на нем заготовки с помощью струбцин или других зажимов.
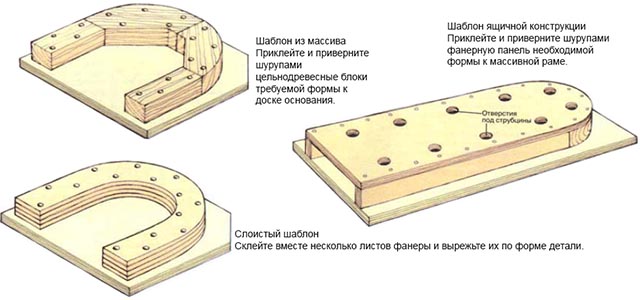
Можно изготовить шаблон из толстой древесины, установив форму из нее на основание из искусственных древесных материалов, или использовать склеенные между собой листы фанеры. Поскольку гнутая древесина стремится выпрямиться после освобождения зажима, необходимо скорректировать форму шаблона с учетом распрямления детали. Для этого придется воспользоваться самым надежным, хотя и не всегда приятным способом - методом проб и ошибок, чтобы определить параметры такой коррекции.
Виды древесины для сгибания с пропариванием
- Ясень
Fraxinus excelsior
Fraxinus amcricana - Бук
Fagus grandifolia
Fagus sylvatica - Береза
Betula pendula
Benda alleghaniensis - Вяз
Ulmus americana
Ulmus procera
Ulmus liollandica
Ulmus thomasii - Гикори Cartja spp.
- Дуб
Quercus rubra
Quercus petraea - Орех
Juglans nigra
Juglans regia - Тис
Taxus baccara
Изготовление паровой камеры
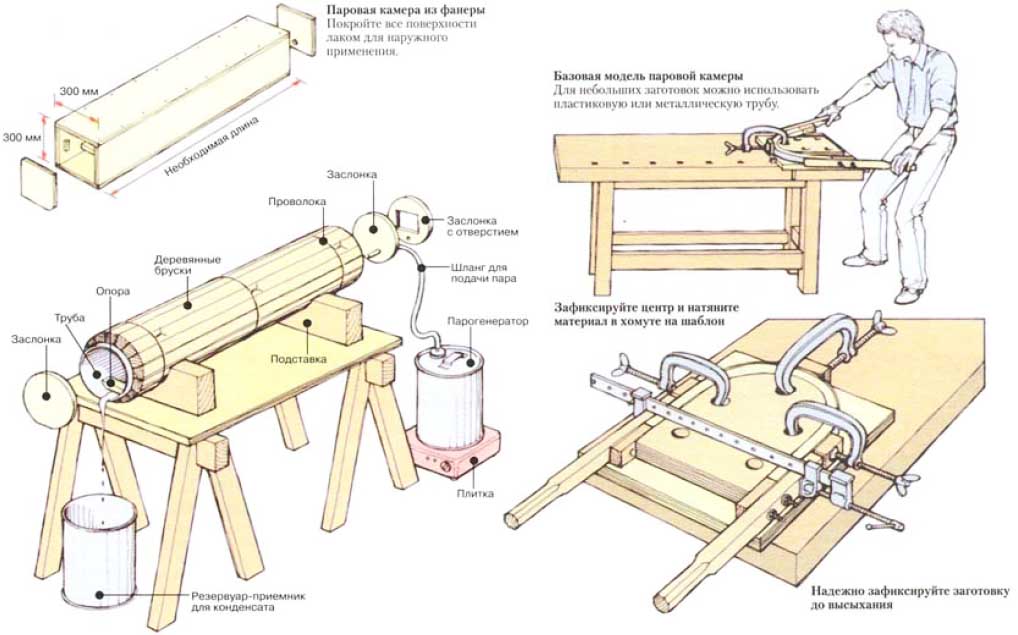
Паровую камеру делайте из фанеры для наружного применения либо используйте пластиковые или металлические трубы-короба. Фанера позволяет изготовить с помощью клея и шурупов простую конструкцию в точности в соответствии с вашими конкретными требованиями. Этот тип камеры идеален, если планируется пропарка целых партий древесины. Камера из пластиковой или металлической трубы ограничивает диапазон размеров, но вполне пригодна для небольших заготовок.
Отрежьте отрезок трубы необходимой длины в соответствии с размерами заготовки. Длина 1 м - удобный размер, который позволяет обрабатывать заготовки целиком или даже детали повышенной длины, если необходимо согнуть только ее концевую часть. Сделайте съемные вставные концевые заслонки из фанеры для наружного использования. Просверлите в одной из них отверстие под пароповодящую трубку и рубанком сострогайте нижнюю часть кромки другой заслонки, чтобы создать возможность вентиляции и дренажное отверстие. Изготовьте специальные «открытые» заслонки с отверстием для длинных заготовок. Установите внутри трупы деревянные опоры для того, чтобы заготовка не касалась дна камеры. Сделайте теплоизоляцию камеры с помощью пенопласта или деревянных брусков, закрепив их на камере проволокой. Установите камеру на подставках с небольшим наклоном, чтобы конденсат мог вытекать. Обеспечьте резервуар-приемник для вытекающей воды.
Пар можно получить с помощью небольшого электрического испарителя или парогенератора заводского изготовления или сделать собственный испаритель из металлического бака на 20-25 л со съемной крышкой или пробкой. Одни конец короткого резинового шланга подсоедините к патрубку или вентилю (клапану), впаянному в бак, а другой вставьте в отверстие в заслонке камеры. Для нагрева воды можно использовать какой-либо нагревательный прибор, например электрическую или газовую плитку. Заполните бак наполовину водой и нагрейте ее до 100 °С. чтобы обеспечить постоянный приток пара. Ориентировочно древесину следует пропаривать 1 час на каждые 25 мм толщины. Более длительное пропаривание не обязательно улучшит пластичность древесины, но может разрушить ее внутреннюю структуру.
Сгибание древесины
У вас будет только несколько минут для того, чтобы успеть зафиксировать заготовку в шаблоне перед тем, как она начнет остывать и стабилизироваться. Заранее подготовьте рабочее место. Имейте в наличии достаточное количество струбцин и в случае обработки очень толстой древесины договоритесь с товарищем о помощи.
Перекройте подачу пара и отключите парогенератор. Извлеките заготовку из камеры и поместите ее в заранее подогнанный по размеру и подогретый хомут. Установите все это вместе на шаблон. Зафиксируйте центр, поместив между струбциной и хомутом деревянный обрезок. С натягом «накрутите» заготовку на шаблон и надежно зажмите на месте несколькими струбцинами. Дайте детали стабилизироваться по крайней мере в течение 15 мин, перед тем как перенести ее на одинаковую по форме сушильную оправку или шаблон. Можно оставить заготовку и на первом шаблоне. В любом случае выдерживание материала должно занимать от 1 до 7 суток.
Меры безопасности
При сгибании с пропариванием соблюдайте следующие правила:
- Не затягивайте слишком сильно крышку или пробку парогенератора.
- Обеспечьте вентиляцию паровой камеры.
- Не допускайте работы парогенератора без воды.
- Не стойте и не наклоняйтесь над парогенератором и паровой камерой, когда открываете их.
- При обращении с нагретой заготовкой и оборудованием для пропаривания надевайте толстые перчатки или рукавицы.
- Источник пара должен быть удален на значительное расстояние от легковозгорающихся предметов к материалов.
